
Our Stories | United States
Our Stories
Lasting impact doesn’t come through decisions made at company headquarters or with siloed thinking. Creating enduring change requires deep partnership with the community, working alongside local leaders who understand and often share the challenges their neighbors face.
By listening, building trust and forging long-term partnerships, we can strengthen health at the root and prevent issues today for a brighter, more equitable future. That’s the Takeda way.

Forging partnerships that improve community health
We work alongside community leaders to address social determinants of health and improve community health – giving everyone the opportunity to achieve their full potential.
““We go into the communities and partner with the people on the ground who are doing the work. This kind of partnership-driven work says a lot about who we are at Takeda, and I am so proud to be part of it.”

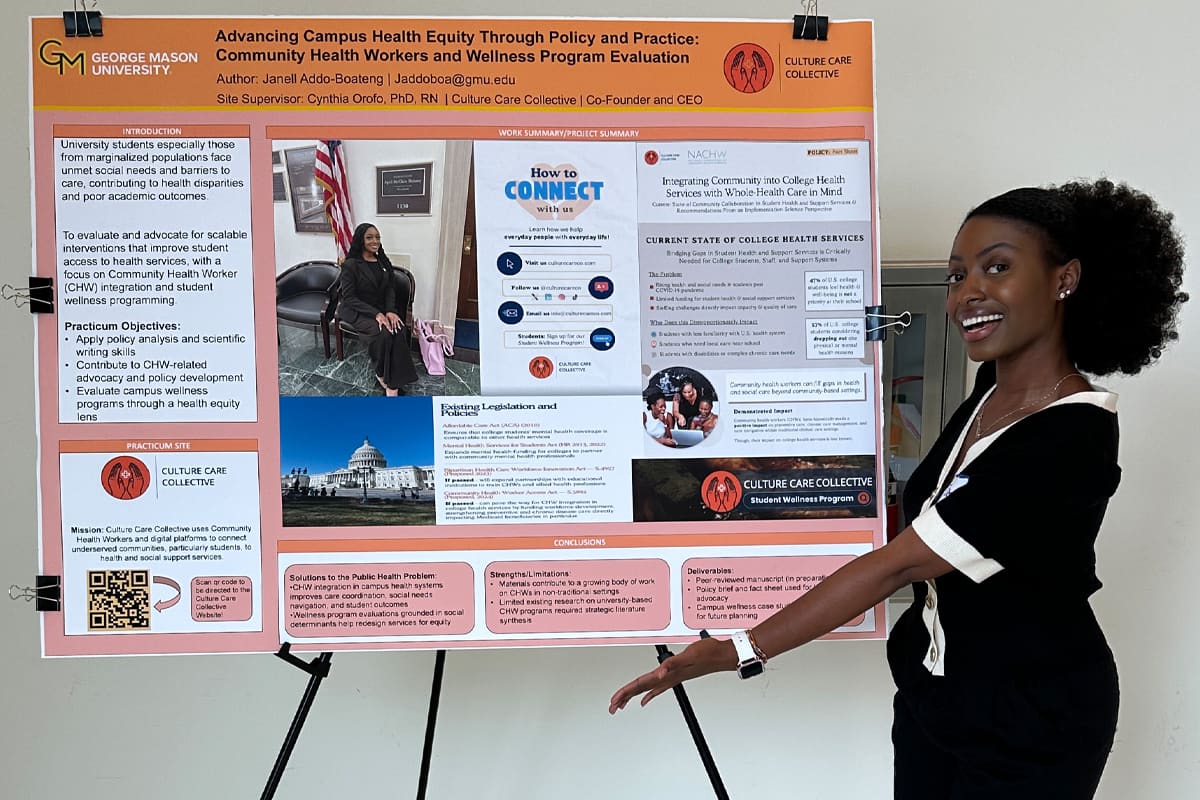
Driving innovation for the life sciences ecosystem
Bringing life-transforming therapies to market is not easy, especially for underrepresented entrepreneurs. We’re committed to supporting the innovators bringing therapies to their communities and beyond.
Developing the next generation of problem solvers
We know the importance of education and its profound impact on communities. We’re partnering with community groups that are driving meaningful change through STEM and problem-solving education for their students.

Greater Boston Food Bank
April 15, 2026
Culture Care Collective
April 15, 2026

Boston Medical Center
April 15, 2026




Remote Area Medical
April 30, 2025

Open Arms of Minnesota
April 30, 2025

Learn Fresh
April 30, 2025

Our Commitment: Empowering a Brighter Future in Rare Disease
February 28, 2025

Tackling Biomedical Plastic Waste in Growing Plasma Business
February 12, 2025


Addressing health inequities: Community efforts and root causes
November 15, 2023